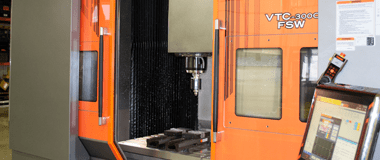
As part of the HYBRID Multi-Tasking family of machine tools, Friction Stir Welding (FSW) technology from Mazak MegaStir has already transformed numerous industries. Defect-free welds make it vital in high-tech applications such as semiconductor fabrication equipment, while the absence of filler wire significantly reduces the weight of welds for aerospace, automotive and marine applications. But despite the name, FSW can be useful for more than just welding – its frictional heat can also be used for highly precise work hardening, a technique that Mazak MegaStir investigated in an experiment butt welding dual-phase (DP) steel.
For a wide range of industries, DP steels serve as the go-to solution for applications that require materials with high ductility and tensile strength. These properties come from the two phases of steel found distributed throughout the material: martensite steel, which is exceptionally hard, surrounded by grains of ferrite steel, which is highly ductile. The resulting microstructure makes it ideal for parts that must withstand significant impact and force as well as involve complex geometries. All of which makes the material perfect for critical automotive parts.
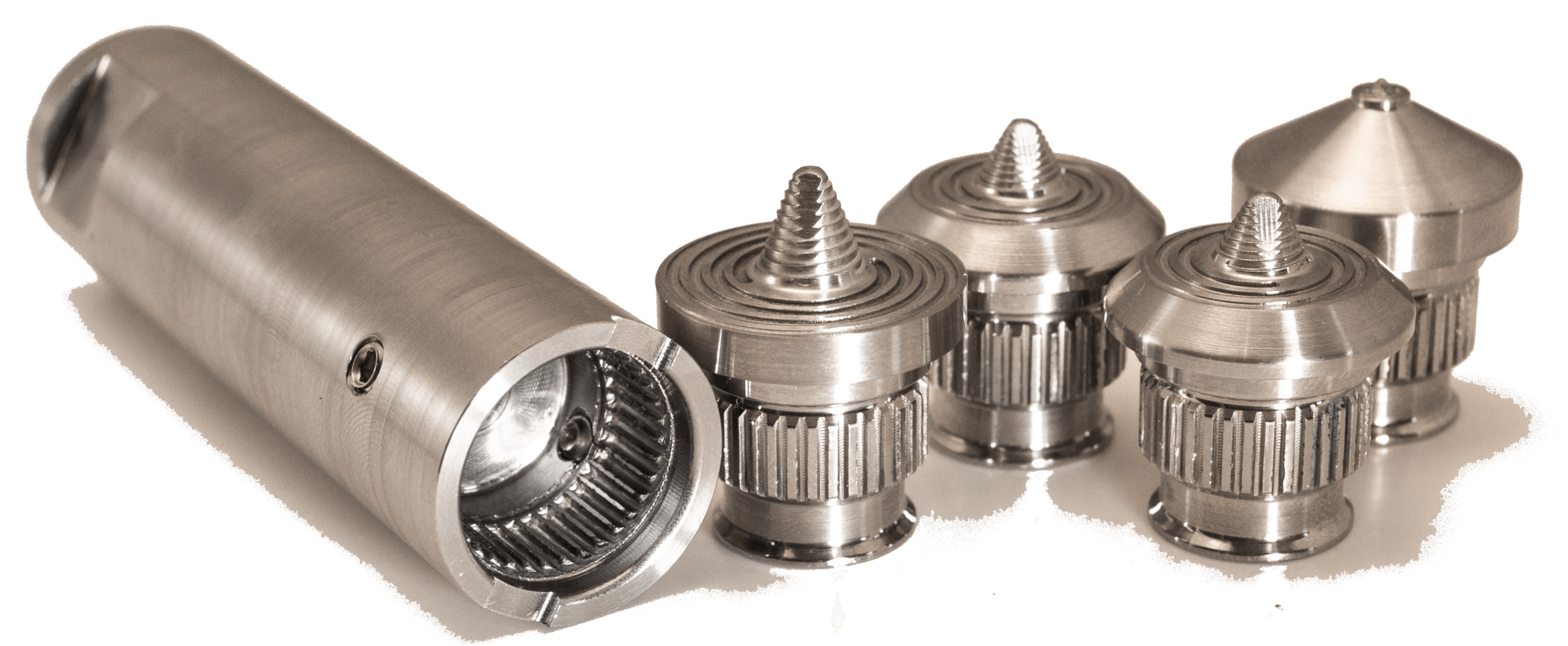
Additionally, work hardening can make DP steel part surfaces even harder, reaching hardness levels usually found only in high-strength low-alloy (HSLA) steel. Generally, work hardening is a factor that must be accounted for in the design and engineering stages of part development, but as a byproduct of cutting or welding processes, it’s rarely the goal. Enter the non-consumable FSW tools produced by Mazak MegaStir, which can actually be used to achieve and control this work hardening process.
In a study performed by Mazak MegaStir, partial penetration butt welds of 0.17″ were performed on 0.215″ thick DP steel. Measurements of yield strength, tensile strength and total elongation were performed. The results show how FSW can be used to affect these mechanical properties. In fact, in all of these trials, total elongation was reduced only slightly while significant gains were achieved in yield and tensile strengths.
| Weld Parameters | Yield Strength (ksi/MPa) | Tensile Strength (ksi/MPa) | Total Elongation |
|---|---|---|---|
| 450 rpm 6.5 ipm (165 m/min) |
71 (489) | 103 (710) | 24% |
| 450 rpm
8.5 ipm (216 m/min) |
70 (482) | 102 (703) | 20% |
| 450 rpm
9.5 ipm (165 mm/min) |
72 (496) | 103 (710) | 22% |
| Base DP steel | 49 (340) | 86 (590) | 25% |
Today, manufacturers are using FSW processes to work harden surfaces such as the cutting surface of a knife blade. Shops have also applied this technique to valves, which can utilize local hardening to prevent excessive wear caused by fluid flow channeling. Other highly engineered solutions are possible, such as the ability to fortify materials against wear, improve local strength at specific points, and control these desired material properties to a specific depth on a part – all of which will form an important part of the modern shop’s list of capabilities.
Curious about how these processes can be put to use in your shop? Contact Mazak MegaStir today to learn how HYBRID Multi-Tasking and Friction Stir Welding (FSW) can make your parts stronger exactly where they need to be.